
Жогорку жыштыктагы жана аз жоготуулуу байланыш кабелдери, адатта, изоляциялык материал катары көбүктүү полиэтиленден же көбүктүү полипропиленден, эки изоляциялык өзөктүү зымдан жана бир жерге туташтыруучу зымдан (азыркы рынокто эки кош жерге туташтыруучу зымды колдонгон өндүрүүчүлөр да бар) ороочу машинага, алюминий фольгасын жана резина полиэстер лентасын изоляциялык өзөктүү зымга жана жерге туташтыруучу зымга ороп, изоляция процессин долбоорлоо жана процессти башкаруу, жогорку ылдамдыктагы электр берүү линиясынын түзүлүшү, электрдик аткаруу талаптары жана берүү теориясы сыяктуу нерселерден жасалат.
Өткөргүчкө коюлган талаптар
SAS үчүн, ошондой эле жогорку жыштыктагы берүү линиясы, ар бир бөлүктүн структуралык бирдейлиги кабелдин берүү жыштыгын аныктоодо негизги фактор болуп саналат. Ошондуктан, жогорку жыштыктагы берүү линиясынын өткөргүчү катары, бети тегерек жана жылмакай, ал эми ички торчо түзүлүшү бирдей жана туруктуу болуп, узундук багытында электрдик касиеттердин бирдейлигин камсыз кылат; өткөргүчтүн туруктуу токтун каршылыгы салыштырмалуу төмөн болушу керек; Ошол эле учурда, зым, жабдуулар же башка түзүлүштөрдөн улам ички өткөргүчтүн мезгилдүү ийилиши же мезгилдүү эмес ийилишинен, деформациясынан жана бузулушунан ж.б. качуу керек. Жогорку жыштыктагы берүү линиясында өткөргүчтүн каршылыгы кабелдин алсырашына алып келүүчү негизги фактор болуп саналат (жогорку жыштык параметрлеринин негизги бөлүгү 01 - алсыраш параметрлери), өткөргүчтүн каршылыгын азайтуунун эки жолу бар: өткөргүчтүн диаметрин көбөйтүү, төмөнкү каршылык көрсөтүүчү өткөргүч материалдарды тандоо. Өткөргүчтүн диаметри жогорулагандан кийин, мүнөздүү импеданстын талаптарын канааттандыруу үчүн, изоляциянын сырткы диаметри жана даяр продукциянын сырткы диаметри тиешелүү түрдө жогорулайт, бул чыгымдардын көбөйүшүнө жана иштетүүнүн ыңгайсыздыгына алып келет. Теория боюнча, күмүш өткөргүчтү колдонуу менен даяр продукциянын сырткы диаметри азаят жана иштөө көрсөткүчү бир топ жакшырат, бирок күмүштүн баасы жездин баасынан алда канча жогору болгондуктан, анын баасы массалык өндүрүш үчүн өтө жогору, ошондуктан баасын жана төмөнкү каршылыкты эске алуу үчүн биз кабелдин өткөргүчүн долбоорлоо үчүн тери эффектин колдонобуз. Учурда SAS 6G үчүн калайланган жез өткөргүчтөрдү колдонуу электрдик иштөө көрсөткүчтөрүнө жооп бере алат, ал эми SAS 12G жана 24G күмүш жалатылган өткөргүчтөрдү колдоно баштады.
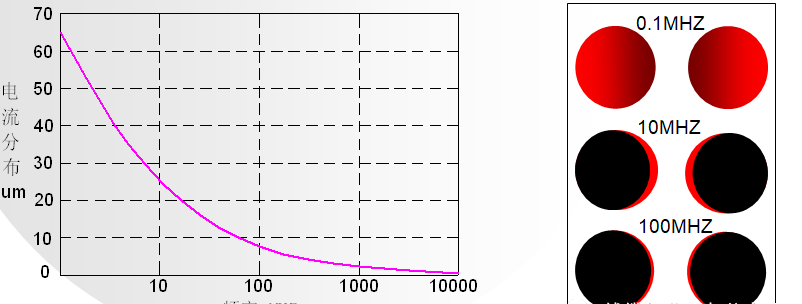
Өткөргүчтө өзгөрмө ток же өзгөрмө электромагниттик талаа болгондо, өткөргүчтүн ичиндеги токтун бөлүштүрүлүшү бирдей болбойт. Өткөргүчтүн бетинен аралык акырындык менен жогорулаган сайын, өткөргүчтөгү токтун тыгыздыгы экспоненциалдуу түрдө төмөндөйт, башкача айтканда, өткөргүчтөгү ток өткөргүчтүн бетине топтолот. Токтун багытына перпендикуляр болгон туурасынан кеткен тегиздиктен, өткөргүчтүн борбордук бөлүгүнүн токтун интенсивдүүлүгү негизинен нөлгө барабар, башкача айтканда, ток дээрлик агып өтпөйт жана өткөргүчтүн четиндеги бөлүктө гана кошумча ток болот. Жөнөкөй сөз менен айтканда, ток өткөргүчтүн "тери" бөлүгүндө топтолгон, ошондуктан ал "тери" эффектиси деп аталат. Бул эффекттин себеби, өзгөрүп турган электромагниттик талаа өткөргүчтүн ичинде куюн электр талаасын пайда кылат, ал баштапкы ток менен компенсацияланат. "тери" эффектиси өзгөрмө токтун жыштыгынын жогорулашы менен өткөргүчтүн каршылыгын жогорулатат жана зым берүү тогунун эффективдүүлүгүнүн төмөндөшүнө алып келет, металл ресурстарын керектейт, бирок жогорку жыштыктагы байланыш кабелдерин долбоорлоодо бул принцип бирдей аткаруу талаптарын канааттандыруу шартында бетине күмүш каптоону колдонуу менен металлдын керектөөсүн азайтуу үчүн колдонулушу мүмкүн, ошону менен чыгымдарды азайтат.
Жылуулоо талабы
Өткөргүчтүн талаптары менен бирдей, изоляциялык чөйрө да бирдей болушу керек жана төмөнкү диэлектрикалык туруктуу s жана диэлектрикалык жоготуу бурчу тангенс маанисин алуу үчүн, SAS кабелдери көбүнчө көбүктүү изоляцияны колдонушат. Көбүктөнүү даражасы 45% дан жогору болгондо, химиялык көбүктөнүүгө жетүү кыйын жана көбүктөнүү даражасы туруксуз, андыктан 12G жогору кабель физикалык көбүктөнүү изоляциясын колдонушу керек. Төмөндөгү сүрөттө көрсөтүлгөндөй, көбүктөнүү даражасы 45% дан жогору болгондо, микроскоп астында байкалган физикалык көбүктөнүү жана химиялык көбүктөнүү кесими, физикалык көбүктөнүү тешикчелери барган сайын кичине жана чоңураак болот, ал эми химиялык көбүктөнүү тешикчелери кичине жана чоң болот:
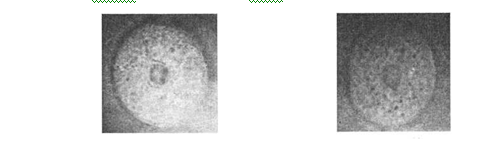
физикалык көбүктөнүү Химиялыккөбүктөнүп
Жарыяланган убактысы: 20-апрель, 2024-жыл





